Application of PE Coated Aluminum Foil
- Share
- Issue Time
- May 24,2023
Summary
When aluminum foil is coated with PE, it gains additional functionality, is more widely used, and is more valuable. So let's dig in and discover the exciting possibilities of this innovative material.
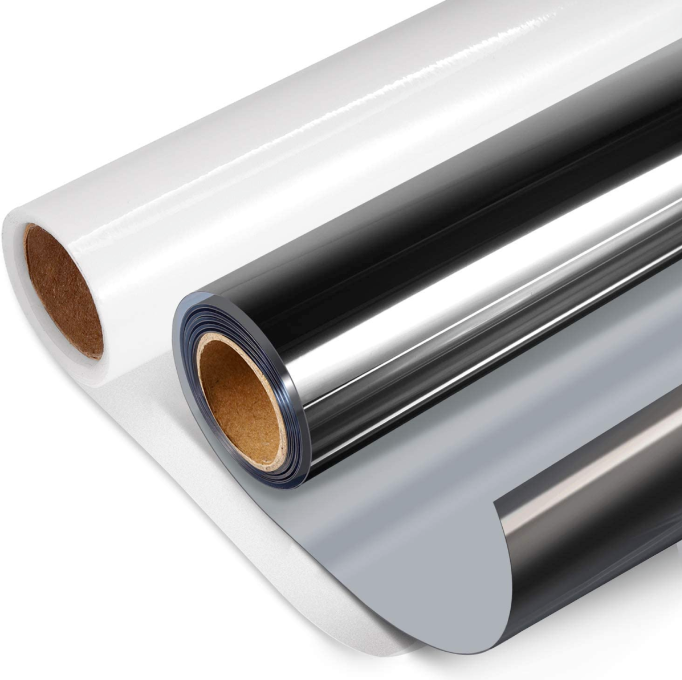
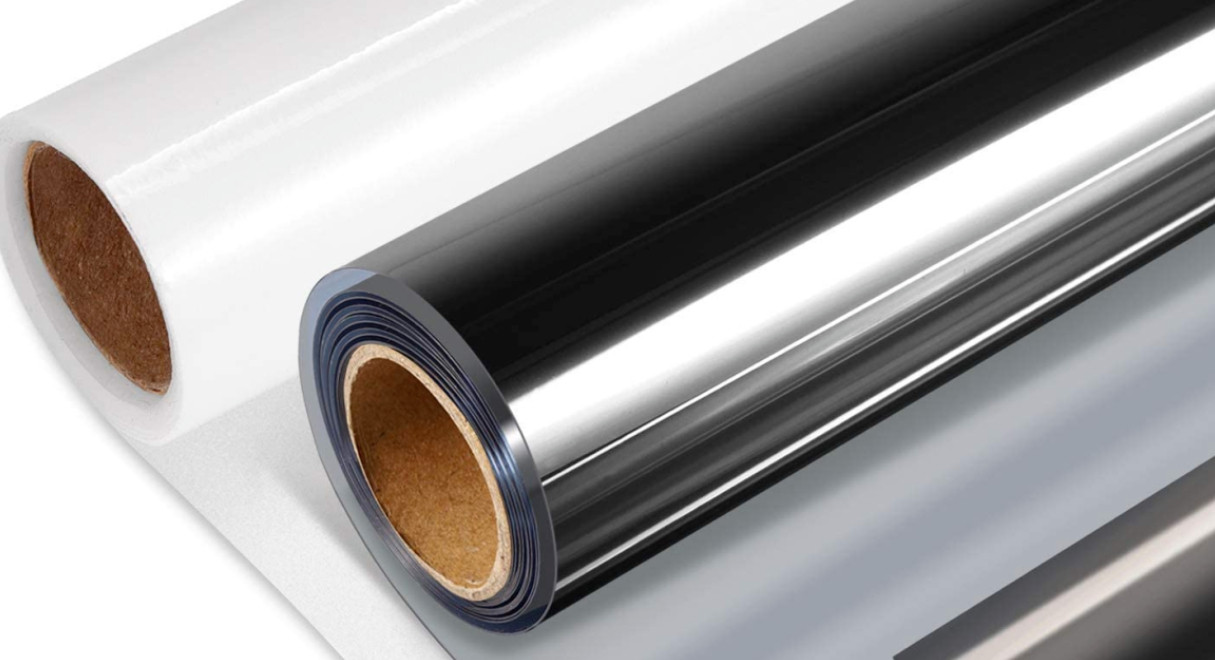
Aluminum foil is a thin sheet made of aluminum metal. It is commonly used in packaging, insulation, and cooking due to its excellent thermal conductivity, barrier properties, and flexibility. When coated with polyethylene, aluminum foil gains additional functionality and becomes even more valuable in a wide range of applications. So let's dig in and discover the exciting possibilities of this innovative material.
What is Aluminum Foil?
Aluminum foil is a flexible sheet of metal less than 0.2mm thick. It is produced by rolling aluminum ingots under high pressure until they are thin and malleable. The resulting foil has a shiny surface on one side and is highly reflective, moisture-resistant, light-, gas-, and odor-tight.
Coating aluminum foil with polyethylene involves laminating a layer of PE to the surface of the aluminum foil. This coating process enhances the performance of the foil and introduces new properties that make it suitable for specific applications. The PE layer provides a protective barrier, increases the foil's tensile strength, and adds flexibility and durability to the material.
Aluminum Foil PE Coating Benefits
Aluminum foil coated with PE offers several advantages that make it an excellent choice for a wide variety of industries. Here are some advantages:
1. Enhanced Barrier Properties
The combination of aluminum foil and PE coating creates an effective barrier against moisture, oxygen, light, and other environmental factors. This barrier helps preserve product quality and freshness, making it ideal for food packaging and pharmaceutical applications.
2. Excellent Thermal Insulation
The PE coating on the foil adds an extra layer of insulation that improves the foil's heat resistance. This characteristic makes it useful in applications such as flexible piping and reflective insulation, where thermal insulation or insulation is critical.
3. Excellent Flexibility
The polyethylene layer enhances the flexibility of the foil, allowing it to adapt to different shapes and contours. This flexibility makes it suitable for wrapping and covering irregular objects, ensuring safe packing and protection.
4. Chemical Resistance
PE coatings are resistant to chemicals, solvents, and oils and are suitable for pharmaceutical packaging and other industries requiring protection from aggressive substances.
5. Conductivity
Aluminum foil coated with PE retains its electrical conductivity, making it valuable in applications requiring electrical grounding or electromagnetic shielding.
Application
The applications of PE-coated aluminum foil are wide and varied. Let's explore some key areas where this material excels:
Food Pack
Aluminum foil coated with PE is widely used in the food industry for packaging various products. It provides an effective barrier against moisture, oxygen, and light, ensuring the freshness and shelf life of perishable goods. Whether packaging chocolate, airtight coffee capsules, or packaging ready-to-eat foods, PE-coated aluminum foil is a reliable choice and a cost-effective solution.
Flexible Pipe
The flexibility and insulating properties of PE-coated aluminum foil make it ideal for use in flexible piping systems. The material helps maintain consistent airflow and temperature control in HVAC (heating, ventilation, and air conditioning) systems. It ensures efficient ventilation and minimizes energy loss.
Insulation
Aluminum foil coated with PE is usually used as insulation material. Its ability to reflect radiant heat and provide a moisture barrier makes it suitable for insulating buildings, pipes, and other structures. The material helps regulate temperature, saves energy, and improves overall insulation efficiency.
Medicine Package
In the pharmaceutical industry, aluminum foil coated with PE is used for packaging medicines and medical devices. The material ensures the integrity and safety of pharmaceutical products by providing a reliable barrier against moisture, light, and contamination. It helps extend the shelf life of medicines and maintain their potency.
Reflective Insulation
Reflective insulation is critical to controlling heat transfer in buildings and industrial applications. The PE-coated aluminum foil acts as a radiation barrier, reflecting heat away from the structure. It helps reduce energy consumption, improves thermal comfort, and enhances overall insulation.
Environmental Impact
The use of PE-coated aluminum foils raises important considerations about their environmental impact. There are two aspects to consider here:
Recycle
Aluminum foil coated with PE is recyclable provided it is properly segregated from other materials. Recycling aluminum helps conserve resources, reduce energy consumption, and minimize landfill waste. Promoting recycling practices and raising awareness of the importance of responsible waste management is crucial.
Sustainability
While aluminum is a valuable and recyclable material, the production process does require energy and resources. It is important for manufacturers to implement sustainable practices, such as using recycled aluminum and minimizing waste during production. Furthermore, advances in technology and research can further improve the environmental footprint of PE-coated aluminum foils.
In Conclusion
Aluminum foil coated with PE has a wide range of applications and benefits in various industries. Its enhanced barrier properties, thermal insulation capabilities, flexibility, and electrical conductivity make it a versatile and valuable material. From food packaging to insulation and pharmaceutical applications, PE-coated aluminum foil plays a vital role in maintaining product quality, ensuring energy efficiency, and protecting valuables. As we move forward, sustainable practices and responsible recycling must be prioritized to minimize the environmental impact associated with this material.
PENGYUAN is a professional custom aluminum foil manufacturer. As the largest extrusion coating base in China, it has 3 vacuum coating machines and 8 PE extrusion coating production lines, guided by the 6S management system. We are very proud of our quality, if there is any quality problem with our products, we will provide product replacement or refund to protect the rights and interests of our customers. If you want to buy aluminum foil, please contact us.
Pure Aluminium Foil Insulations are 97% reflecting rate, could reflect most solar energy and barrier radiant effectively

Pure Aluminium Foil Insulations are 97% reflecting rate, could reflect most solar energy and barrier radiant effectively
Pure Aluminium Foil Insulations are 97% reflecting rate, could reflect most solar energy and barrier radiant effectively

Pure Aluminium Foil Insulations are 97% reflecting rate, could reflect most solar energy and barrier radiant effectively